

Lemezalakítás
Folyamatok, alkalmazások, minőségbiztosítás
A lemezalakítás az ipar különböző területein használható, különböző számítógép-vezérelt gyártási folyamatokkal. Ezek a gyártási eljárások optimálisan alkalmazkodnak a különböző anyagokhoz, anyagvastagságokhoz és más fontos tényezőkhöz.
Lemezalakítás: definíció és általános információk
A lemezalakítás olyan gyártási folyamatokat foglal magában, amelyekben az alakítás a tömeg, a térfogat és az anyagösszetétel megváltoztatása nélkül történik. Az alakítás azonban megváltoztatja a megmunkálandó fémek felületét és jellemzőit. A rácsszerkezettől függően ez vándorló diszlokációkhoz (csúszás) vagy ikerképződéshez vezethet. A nyersdarabokat, amelyek méretre vágott acéllemezek, célzott erővel hozzák végső formájukra. Ez gyakran enyhe rugalmas alakváltozást (visszarugózást) eredményez. A lemezalakítási eljárás a legkülönfélébb alkatrészek széles választékának előállítására használható. Ezeknek az alkatrészeknek a súlya a néhány száz grammtól akár több tonnáig is terjedhet.


Az alakítást általában speciális, elektronikusan vezérelt gépekkel, például présgépekkel, hajlítógépekkel és gőzkalapácsokkal végzik. Az integrált eszközzel összhangban sok közülük több gyártási folyamatra is alkalmas. A lemezalakításban leggyakrabban használt anyagok az acél, a vörösréz, az alumínium, az alumíniumötvözetek és a vörösrézötvözetek (alakítható ötvözetek). A megkülönböztetés az alábbiak szerint történik
- a fellépő hőmérsékletek alapján: hidegalakítás, félmeleg alakítás és melegalakítás
- a munkadarab típusa alapján: lemezalakítás és vastaganyag-alakítás
- a DIN 8582 szerinti mechanikai igénybevétel típusa alapján
- húzó alakítás (hosszúság, mélység, szélesség)
- présalakítás (szabad alakítás, hengerlés)
- húzó-nyomó alakítás (mélyhúzás)
- nyíró alakítás (eltolás, csavarás)
- hajlítás (szegélyezés, szabad hajlítás, lengőhajlítás)
Ezenkívül a lemezalakításhoz léteznek speciális eljárások is, mint például a présedzés és a flexforming. A lemezalakításhoz rendszerint síklemezeket használnak, amelyeket általában hidegalakítással munkálnak meg. A háromdimenziós és nagyméretű, nehéz nyersdarabokat vastaganyag-alakítással hozzák a kívánt formára. Ebben a folyamatban hideg- vagy melegalakítást alkalmaznak. Az ehhez általánosan használt gyártási eljárások a hajlítás, a hengerlés, a fröccssajtolás és a sajtolás.
Ha a lemezalakítást a munkadarabra ható terhelésnek megfelelően osztályozzuk, több eljárás áll rendelkezésre. A húzó-nyomó alakítás (DIN 8584) esetében a nyomó- és húzóterhelés egyidejűleg, különböző hatásirányokkal történik. A legfontosabb alcsoportja a mélyhúzás. Ebben az eljárásban a síklemezeket üreges formákba húzzák, hogy üreges testeket, például konzervdobozokat, sisakokat és karosszéria-alkatrészeket készítsenek belőlük. A nyújtással történő alakítás (DIN 8585) esetében a lemezeket szakítófeszültséggel nyújtják, és azzal alakítják ki az üreges testeket. A hajlítás (DIN 8586) elsősorban hajlító formázással történik. A lengőhajlítás a befogott szerszám forgó mozgását, a szabad hajlítás a befogott szerszám egyenes mozgását használja. A hengerlés során a fém alakítását forgó hengerek végzik.


Nyíró alakításnál (alakítás elsősorban nyíró igénybevétellel, DIN 8587) a szerszám forgó vagy egyenes mozgást végez. Csavarást propellerek és fúrók gyártásához használnak, eltolással pedig forgatókarokat állítanak elő. Présalakítás (DIN 8583) például a hengerlés (lemez- és táblagyártás) vagy a szabad alakítás (szabad formájú kovácsolás). Az alkalmazott lemezalakítási eljárástól függően az alakváltozást vagy speciális szerszámmozgásokkal (hajlítás) valósítják meg, vagy úgy érik el, hogy a későbbi forma negatívját alakítják ki a szerszámban (süllyesztékes kovácsolás, hengerlés).
A lemezalakítás tömegtermeléshez ideális. A formát azonban nem lehet teljesen pontosan kivenni a nyersdarabból. Az illeszkedő kész alkatrész előállításához a munkadarabot újra meg kell munkálni, például köszörüléssel. A legtöbb lemezalakító eljárás IT16 és IT12 közötti pontosságot ér el. A precíziós eljárások akár IT8 vagy IT6 pontosságot is lehetővé tesznek. Az úgynevezett flexforming (folyadékcellás alakítás) a lemezalakítás különösen költséghatékony, gyors és sokoldalú módszere. Ezért kisszériás gyártásra és prototípusok fejlesztésére alkalmazzák. A folyadékcellás présgépeket alkatrészek gyártására használják a repülőgépiparban, az autóiparban és ezek beszállítói esetében.
A megmunkálandó lemezek vastagsága 0,1 mm-től több mint 16 mm-ig terjed. Az alacsony karbantartási igényű és felhasználóbarát speciális présgépek különösen jó nyomásszabályozást tesznek lehetővé a kis méretű munkadaraboknál, és jelentősen csökkentik a kézi utómunkálás szükségességét. Néhány nagy sebességű folyadékcellás présgép akár 120 alkatrészt is előállít óránként. A flexforming alkalmazásával egyetlen matrica képes alacsony tűrésekkel és hibátlan felülettel előállítani összetett formákat.
A forgácsolási eljárásokkal szemben a fémalakítás előnye az, hogy az anyagot optimálisan hasznosítja: Nem marad fémhulladék. Ezenkívül a munkadarabban olyan szemcseszerkezet alakul ki, amely megfelelő a felhasználásra. Azonos tömeg esetén ez nagy szilárdságú és nagy teherbírású húzott elemeket és egyéb alkatrészeket eredményez. Maráskor viszont a szemcseszerkezet feszültségre hajlamos, mivel a marás sok apró barázdát hoz létre az alkatrészben. A formázószerszámok csak nagy sorozatgyártás esetén kifizetődőek. A marás már alacsony költséggel megvalósítható egyedi alkatrészek és kis szériák esetében.
A lemezalakítás módszerei, előnyei és hátrányai
A hidegalakítást az újrakristályosodási hőmérséklet alatt végzik. A félmeleg alakítás során az adott munkadarabot az újrakristályosodási hőmérsékletnél is alacsonyabb hőmérsékletre (600-950 °C) melegítik. A melegalakítás az anyag melegítésével történik, úgy, hogy az meghaladja az újrakristályosodási hőmérsékletet.
A hidegalakítás szilárdabbá teszi az anyagot, ami pontosabb megmunkálásra ad lehetőséget. A speciális szálszerkezet biztosítja, hogy a kész alkatrész nagy mechanikai igénybevételnek is ellenálljon, és ezért optimálisan alkalmas a repülőgép- és autóiparban a biztonság szempontjából fontos alkatrészek gyártására. A félmeleg alakítás egyesíti mindkét módszer előnyeit. Olyan acélötvözetekből készült kovácsolt alkatrészek gyártására használják, amelyeknél a hidegalakítás nem lehetséges. A kovácsolt alkatrészek kis mérettűrésekkel, homogén anyagfelülettel, csak csekély mértékű revésedéssel, és néha még bonyolultabb formákkal rendelkeznek.
A melegalakítás (melegkovácsolás) egy nagyon energiaigényes módszer, amely különböző fémek alakítására alkalmas. Ez az alakítási technika 1100 °C (acélötvözetek) és 1300 °C (vas) közötti hőmérsékletet eredményez. Ezek a hőmérsékletek érdes felületet hoznak létre. A munkadarab lehűlése után az anyag zsugorodik. A munkadarabot nem feltétlenül kell felmelegíteni a melegalakításhoz. A fémtől függően akár szobahőmérséklet is elegendő lehet.
Lemezalakítás és szimulációs szoftver
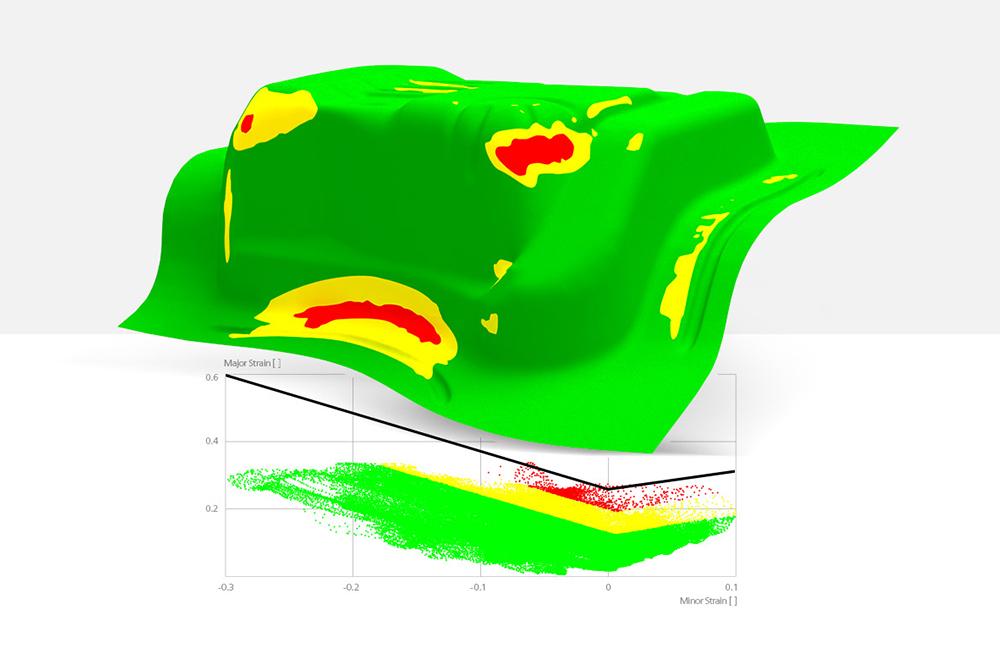
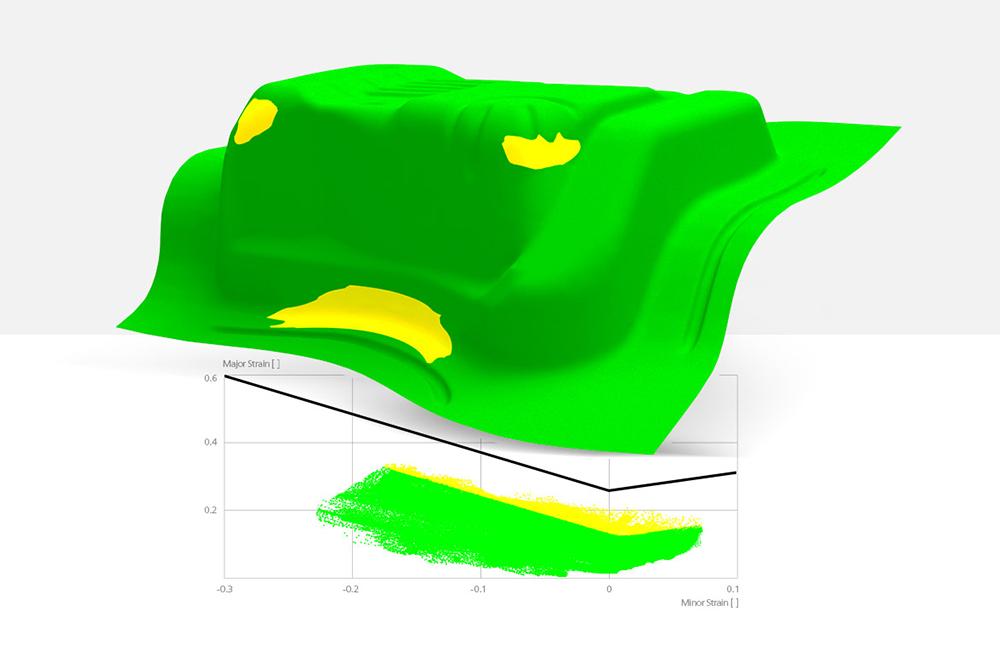
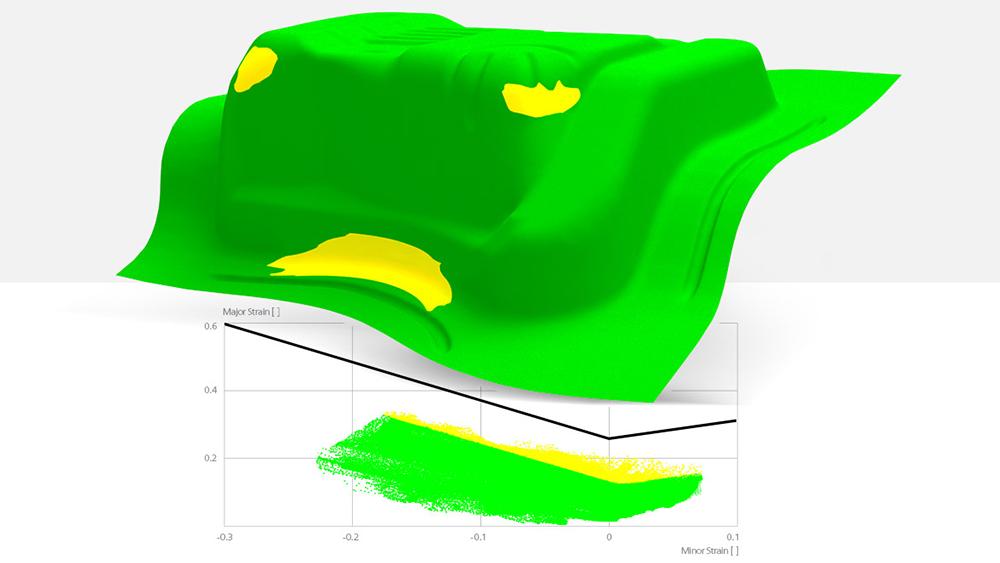
A modern alakítástechnika, más kutatási területekhez hasonlóan, szimulációt alkalmaz. Ehhez különböző szoftvereket használnak. Vizuálisan reprodukálják a fémalakítást, kiszámítják és grafikusan bemutatják az eredményeket. Az integrált digitális folyamattervezésnek köszönhetően a lehetséges hibák pontosan előrejelezhetők, a műszaki folyamatok és az anyagbevitel pedig javíthatók. A szimulációs szoftver a lemezalakítást a minőség, a funkcionalitás, a költségek és az áthaladási idő szempontjából vizsgálja, illetve kiértékeli a kapott eredményeket. A felhasználó azt is megtanulja, hogyan módosíthatja a tervet, hogy az megfeleljen a minőségi követelményeknek.





Melyik iparágak alkalmaznak lemezalakítást?
A lemezalakítás szinte minden gyártóipari ágazatban alkalmazható: Az autóipar nagy teherbírású karosszériaelemek, például sárvédők, motorháztetők és járműajtók gyártására használja. Az élelmiszeripar olyan konzervdobozokat használ, amelyek alakítástechnika segítségével készülnek. A repülőgép- és űripar esetében olyan alkatrészek gyártására is alkalmazható, mint a szárnyak és a légcsavarok. A háztartási készülékek beszállítói is profitálnak a különböző lemezalakítási eljárásokból. Ők a kész fémlemez alkatrészeket konyhai páraelszívókban, mosogatókban és fagyasztókban használják fel. Ezenkívül a lemezalakítást többek között a készüléképítésben, az üzemépítésben, az elektromos, gyógyszeripari, orvosi, mérési és irányítási technológiákban használják. A szellőzés, légkondicionálás és kommunikációs technológia is használja ezeket a módszereket.
Mit kell megfigyelni fémlemez hajlításakor
Fémlemez hajlításakor az erőt egyenletesen lineárisan vagy szelektíven alkalmazzák. A deformáció mértéke e hajlítónyomaték mértékétől függ. A dombornyomógépek, az ívhajlító gépek és a lemezhajlító gépek különböző típusú hajlításokat tesznek lehetővé. A lemezhajlító gépben a szerszám egy bizonyos erővel nyomja le a fémlemezt. Az érintkezési ponton egy ugyanolyan mértékű, ellentétes irányú erőt alkalmaznak. A párosnak olyan erővel kell dolgoznia, hogy a fémlemez ezt követően maradandóan megváltozzon. Ehhez az ipari felhasználónak tudnia kell, hogy az adott fémes anyag milyen mértékben terhelhető, és hogyan viselkedik erőhatás esetén. A maradandó alakváltozáshoz az alkalmazott erőnek meg kell haladnia a rugalmas alakváltozás tartományát.
Az anyagösszetétel és a szakítószilárdság is szerepet játszik. Ez utóbbit sem szabad túllépni, hogy az anyag ne sérüljön. A szükséges nyomóerő kiszámításához ismerni kell a szegélyezés hosszát. A szegélyezés hossza a hajlítási hosszal arányosan nő. Továbbá szükség van az anyagvastagságra, a hajlítási szögre és a hengerlési irányra is. A nagyobb anyagvastagságok általában nagyobb hajlítási sugarakat igényelnek. Ha a szerszám nem éri el a minimális hajlítási sugarat, a munkadarab eltörhet, a külseje megrepedhet, és a belsejében ráncok képződhetnek.







